 |
 |
 |
| MONUMENTS | MONUMENT VETERAN MEDAN - INDONESIA |
MONUMENT I GUSTI NGURAH RAI BALI - INDONESIA |
MONUMENT SIGEH PENGUTEN LAMPUNG |
MONUMEN PENARI LAMPUNG 'SIGEH PENGUTEN'
Located at Sumatera - Indonesia
Built on Juli 2012
DESIGN | SKETCH | MOCK UP | CONSTRUCTION | MODELING | FIBERGLASS | BRONZE | SET & JOIN | KAIN TAPIS | PENGECORAN
TEKNIK PENGECORAN LOGAM
1. Definisi PengecoranPengecoran (CASTING) adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian di tuangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat.
Ada 4 faktor yang berpengaruh atau merupakan ciri dari
proses pengecoran, yaitu :
- Adanya aliran logam cair kedalam rongga cetak
- Terjadi perpindahan panas selama pembekuan dan pendinginan dari logam dalam cetakan
- Pengaruh material cetakan
- Pembekuan logam dari kondisi cair
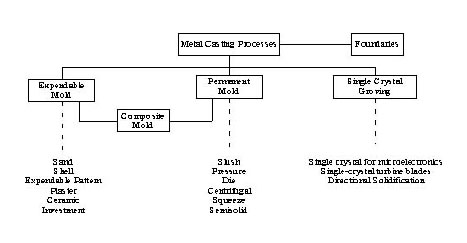
Klasifikasi pengecoran berdasarkan umur dari cetakan, ada pengecoran dengan sekali pakai (Expendable Mold) dan ada pengecoran dengan cetakan permanent (Permanent Mold). Cetakan pasir termasuk dalam expendable mold. Karena hanya bisa digunakan satu kali pengecoran saja, setelah itu cetakan tersebut dirusak saat pengambilan benda coran. Dalam pembuatan cetakan, jenis-jenis pasir yang digunakan adalah pasir silika, pasir zircon atau pasir hijau. Sedangkan perekat antar butir-butir pasir dapat digunakan, bentonit, resin, furan atau air gelas
2. Terminologi Pengecoran dengan Cetakan Pasir
Secara umum cetakan harus memiliki bagian-bagian utama
sebagai berikut :
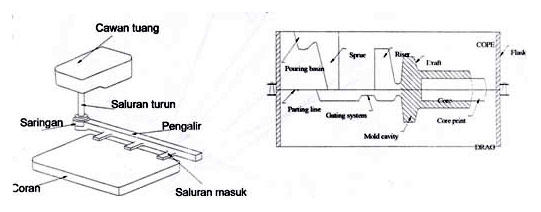
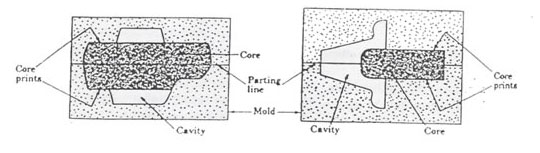
Cavity (rongga cetakan), merupakan ruangan tempat logam cair yang dituangkan
kedalam cetakan. Bentuk rongga ini sama dengan benda kerja yang akan dicor.
Rongga cetakan dibuat denganmenggunakan pola.
Core (inti), fungsinya adalah membuat rongga pada benda coran.Inti dibuat
terpisah dengan cetakan dan dirakit pada saat cetakanakan digunakan. Bahan
inti harus tahan menahan temperatur cair logam paling kurang bahannya
dari pasir.
Gating sistem (sistem saluran masuk), merupakan saluran masuk kerongga
cetakan dari saluran turun. Gating sistem suatu cetakandapat lebih dari
satu, tergantung dengan ukuran rongga cetakan yangakan diisi oleh logam
cair.
Sprue (Saluran turun), merupakan saluran masuk dari luar dengan posisi
vertikal. Saluran ini juga dapat lebih dari satu, tergantung kecepatan
penuangan yang diinginkan. Pouring basin, merupakan lekukan pada cetakan
yang fungsi utamanya adalah untuk mengurangi kecepatan logam cair masuk
langsung dari ladle ke sprue. Kecepatan aliran logam yang tinggi dapat
terjadi erosi pada sprue dan terbawanya kotoran-kotoran logam cair yang
berasal dari tungku kerongga cetakan.
Raiser (penambah), merupakan cadangan logam cair yang berguna dalam mengisi
kembali rongga cetakan bila terjadi penyusutan akibat solidifikasi.
3. Pengecoran Cetakan Pasir
Pengecoran dengan cetakan pasir melibatkan aktivitas-aktivitas seperti
menempatkan pola dalam kumpulan pasir untuk membentuk rongga cetak, membuat
sistem saluran, mengisi rongga cetak dengan logam cair, membiarkan logam
cair membeku, membongkar cetakan yang berisi produk coran membersihkan
produk cor. Hingga sekarang, proses pengecoran dengan cetakan pasir masih
menjadi andalan industri pengecoran terutama industri-industri kecil.
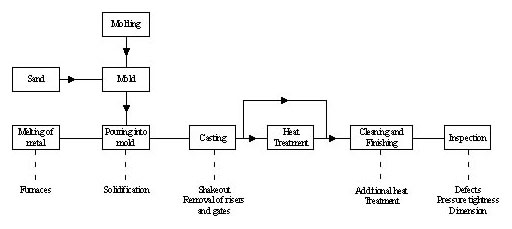
Tahapan yang lebih umum tentang pengecoran cetakan pasir diperlihatkan
dalam gambar dibawah ini.
3.1. Pasir
Kebanyakan pasir yang digunakan dalam pengecoran adalah pasir silika (SiO2).
Pasir merupakan produk dari hancurnya batu-batuan dalam jangka waktu lama.
Alasan pemakaian pasir sebagai bahan cetakan adalah karena murah dan ketahanannya
terhadap temperature tinggi. Ada dua jenis pasir yang umum digunakan yaitu
naturally bonded (banks sands) dan synthetic (lake sands). Karena komposisinya
mudah diatur, pasir sinetik lebih disukai oleh banyak industri pengecoran.
Pemilihan jenis pasir untuk cetakan melibatkan beberapa faktor penting
seperti bentuk dan ukuran pasir. Sebagai contoh , pasir halus dan bulat
akan menghasilkan permukaan produk yang mulus/halus. Untuk membuat pasir
cetak selain dibutuhkan pasir juga pengikat (bentonit atau clay/lempung)
dan air. Ketiga Bahan tersebut diaduk dengan komposisi tertentu dan siap
dipakai sebagi bahan pembuat cetakan.
3.2. Jenis Cetakan Pasir
Ada tiga jenis cetakan pasir yaitu : green sand, cold-box dan no-bakemold.
Cetakan yang banyak digunakan dan paling murah adalah jenis green sand
mold (cetakan pasir basah). Kata “basah” dalam cetakan pasir
basah berati pasir cetak itu masih cukup mengandung air atau lembab ketika
logam cair dituangkan ke cetakan itu. Istilah lain dalam cetakan pasir
adalah skin dried. Cetakan ini sebelum dituangkan logam cair terlebih
dahulu permukaan dalam cetakan dipanaskan atau dikeringkan. Karena itu
kekuatan cetakan ini meningkat dan mampu untuk diterapkan pada pengecoran
produk- produk yang besar.
Dalam cetakan kotak dingin (box-cold-mold), pasir dicampur dengan pengikat
yang terbuat dari bahan organik dan in-organik dengan tujuan lebih meningkatkan
kekuatan cetakan. Akurasi dimensi lebih baik dari cetakan pasir basah
dan sebagai konsekuensinya jenis cetakan ini lebih mahal.
Dalam cetakan yang tidak dikeringkan (no-bake mold), resin sintetik cair
dicampurkan dengan pasir dan campuran itu akan mengeras pada temperatur
kamar. Karena ikatan antar pasir terjadi tanpaadanya pemanasan maka seringkali
cetakan ini disebut juga cold-setting process. Selain diperlukan cetakan
yang tinggi, beberapa sifat lain cetakan pasir yang perlu diperhatikan
adalah permeabilitas cetakan (kemampuan untuk melakukan udara/gas).
3.3. Pola
Pola merupakan gambaran dari bentuk produk yang akan dibuat. Pola dapat
dibuat dari kayu, plastic/polimer atau logam. Pemilihan material pola
tergantung pada bentuk dan ukuran produk cor, akurasidimensi, jumlah produk
cor dan jenis proses pengecoran yangdigunakan. Jenis-jenis pola :
1. Pola tunggal (one piece pattern / solid pattern)
Biasanya digunakan untuk bentuk produk yang sederhana dan jumlah produk
sedikit. Pola ini dibuat dari kayu dan tentunya tidak mahal.
2. Pola terpisah (split pattern)
Terdiri dari dua buah pola yang terpisah sehingga akan diperoleh rongga
cetak dari masing-masing pola. Dengan pola ini, bentuk produk yang dapat
dihasilkan rumit dari pola tunggal.
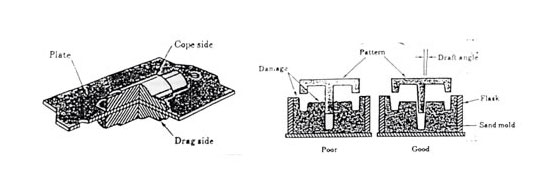
3. Match-piate pattern
Jenis ini popular yang digunakan di industri. Pola “terpasang jadi
satu” dengan suatu bidang datar dimana dua buah pola atas dan bawah
dipasang berlawanan arah pada suatu pelat datar. Jenis pola ini sering
digunakan bersama-sama dengan mesin pembuatan cetakan dan dapat menghasilkan
laju produksi yang tinggi untuk produk-produk kecil.
3.4. Inti
Untuk produk cor yang memiliki lubang/rongga seperti pada blok mesin kendaraan
atau katup-katup biasanya diperlukan inti. Inti ditempatkan dalam rongga
cetak sebelum penuangan untuk membentuk permukaan bagian dalam produk
dan akan dibongkar setelah cetakan membeku dan dingin. Seperti cetakan,
inti harus kuat, permeabilitas baik, tahan panas dan tidak mudah hancur
(tidak rapuh).
Agar inti tidak mudah bergeser pada saat penuangan logam cair, diperlukan
dudukan inti (core prints). Dudukan inti biasanya dibuatkan pada cetakan
seperti pada gambar. Pembuatan inti serupa dengan pembuatan cetakan pasir
yaitu menggunakan no-bake, cold-box dan shell. Untuk membuat cetakan diperlukan
pola sedangkan untuk membuat inti dibutuhkan kotak inti.
3.5. Operasi Pengecoran Cetakan Pasir
Operasi pengecoran dengan cetakan pasir melibatkan tahapan proses perancangan
produk cor, pembuatan pola dan inti, pembuatan cetakan, penuangan logam
cair dan pembongkaran produk cor.Tahapan lebih rinci terlihat pada gambar
dibawah ini :
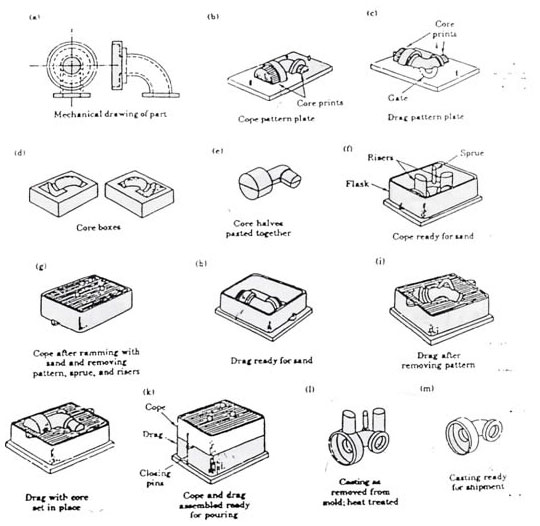
a. Setelah proses perancangan produk cor yang menghasilkan gambar teknik
produk dilanjutkan dengan tahapan-tahapan berikutnya.
b. Menyiapkan bidang dasar datar atau pelat datar dan meletakan pola atas
(cope) yang sudah ada dudukan inti dipermukaan pelat datar tadi.
c. Seperti pada langkah c, untuk cetakan bagian bawah (drag) besertasistem
saluran.
d. Menyiapkan koak inti (untuk pembuatan inti)
e. Inti yang telah jadi disatukan (inti yang dibuat berupa inti setengahatau
paroan inti)
f. Pola atas yang ada dipermukaan pelat datar ditutupi oleh rangkacetak
atas (cope) dan ditambahkan system saluran seperti saluranmasuk dan saluran
tambahan (riser). Selanjutnya diisi dengan pasir cetak.
g. Setelah diisi pasir cetak dan dipadatkan, pola dan system saluran dilepaskan
dari cetakan
h. Giliran drag diisi pasir cetak setelah menempatkan rangka cetak diatas
pola dan pelat datar.
i. Setelah disi pasir cetak dan dipadatkan, pola dilepaskan dari cetakan
j. Inti ditempatkan pada dudukan inti yang ada pada drag.
k. Cope dipasangkan pada drag dan dikunci kemudian dituangkan logam cair.
l. Setelah membeku dan dingin, cetakan dibongkar dan produk cor dibersihkan
dari sisa-sisa pasir cetakan.
m. Sistem saluran dihilangkan dari produk cor dengan berbagai metoda dan
produk cor siap untuk diperlakukan lebih lanjut.
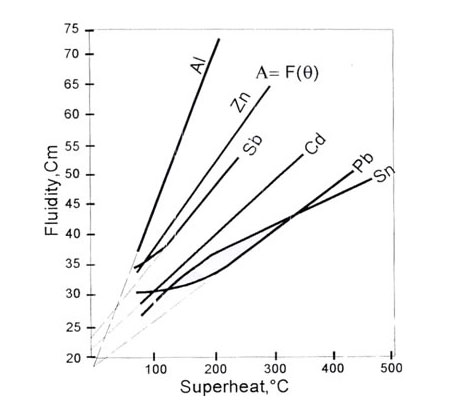
Dalam teknik pengecoran logam fluiditas tidak diartikan
sebagai kebalikan dari viskositas, akan tetapi berarti kemampuan logam
cair untuk mengisi ruang-ruang dalam rongga cetak. Fluiditas tidak dapat
dikaitkan secara langsung dengan sifat-sifat fisik secara individu, karena
besaran ini diperoleh dari pengujian yang merupakan karakteristik rata-rata
dari bebrapa sifat-sifat fisik dari logam cair.
Ada dua faktor yang mempengaruhi fluiditas logam cair, yaitu temperatur
dan komposisi unsur. Temperatur penuangan secarat eoritis harus sama atau
diatas garis liquidus. Jika temperatur penuangan lebih rendah, kemungkinan
besar terjadi solidifikasi didalam gating sistem dan rongga cetakan tidak
terisi penuh. Cacat ini disebut juga dengan nama misrun. Cacat lain yang
bisa terjadi jika temperatur penuangan terlalu rendah adalah laps dan
seams. Yaitu benda cor yang dihasilkan seakan-akan membentuk alur-alur
aliran kontinu logam yang masuk kedalam rongga cetak, dimana alur satu
dengan alur lain berdampingan daya ikatannya tidak begitu baik. Jika temperatur
penuangan terlalu tinggi pasir yang terdapat pada dinding gating sistem
dan rongga cetakan mudah lepas sewaktu bersentuhan dengan logam cair dan
permukaanya menjadi kasar. Terjadi reaksi yang cepat antara logam tuang,
dengan zat padat, cair dan gas di dalam rongga cetakan. Dari pengujian
ini dapat dicari daerah temperatur penuangan yang menghasilkan produk
dengan cacat yang seminim mungkin.
Faktor utama yang lain yang mempengaruhi besaran fluiditas adalah komposisi
paduan. Logam cair yang memiliki fluiditas yang tinggi adalah logam murni
dan alloys komposisi eutectic. Alloys yang dibentuk dari larutan padat,
dan memiliki range pembekuan yang besar memiliki fluiditas yang jelek.
Contoh Pola spiral hasil pengujian Fluiditas.
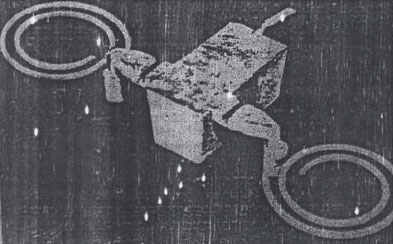
Contoh Pola Spiral Hasil Pengujian Fluiditas
Ada beberapa metoda dalam mengukur fluiditas. Metoda ini dibedakan berdasarkan
bentuk rongga cetak yang digunakan untuk mengetahui mampu alir logamcair.
Ada rongga cetak yang berbentuk spiral dan ada juga rongga cetak yang
berbentuk lorong yang memanjang. Pemilihan metoda ini sangat tergantung
dari bentuk benda kerja dan bahan cetakan yang akan digunakan.
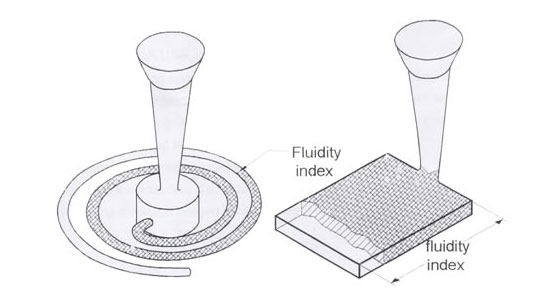
Beberapa bentuk cetakan untuk pengukuran Fluiditas
Dalam melakukan pengukuran mampu alir dipraktikum inidigunakan
metode dengan rongga cetak yang berbentuk spiral. Meskipun hasil pengukuran
dengan metoda diatas dipengaruhi oleh sifat-sifat cetakan, namun pengukuran
tersebut sangat praktis, karena langsung menggambarkan bagaimana mampu
alir logam cair dalam rongga cetak dengan bahan cetakan sebenarnya. Harga
fluiditasnya dinyatakan dengan panjang (dalam mm) spiral yang terisi logam.
Atas dasar hal ini, fluiditas juga dikenal dengan istilah Fluid life.
[source : dari berbagai sumber]
MY STUDIO
KAYU GALLERY BALI
BALI ARTSPACE
(on google map)
Phone : +62 81 835 9725
Phone : +62 81 734 7036
bambangadipramono@yahoo.com
bambangadipramono@gmail.com
RELATED LINKS
www.bambangadipramono.wordpress.com
www.kayugallery.com
www.baliartspace.com
www.baliartspace.wordpress.com
www.signdesignbali.com
www.balisculptureclass.blogspot.com
www.sculpturedepot.blogspot.com
COPYRIGHTS © 2022
www.bambangadipramono.com
All right reserved
BLOGS AND PARTNERS
www.balibonecraft.com
www.baliskull.com
www.accessoriesbali.com
www.baliglassproduct.blogspot.com
www.balifiberglass.blogspot.com
www.baliwoodencraft.blogspot.com
www.baliceramiccraft.blogspot.com
www.balimetalcraft.blogspot.com
www.balistonecraft.blogspot.com
www.baliskull.blogspot.com